Scratch StarFinder Original Design / Scratch Built
Scratch - StarFinder {Scratch}
Contributed by Dan Bihary
| Manufacturer: | Scratch |
| Style: | Futuristic/Exotic |
Assembly Description
Parts
Body Tube LOC/Precision BT-2.56
Nose Cone LOC/Precision PNC-2.56
Motor tube LOC/Precision MMT 1.14
Coupler Material LOC/Precision TC-2.56
Fin Material 3/16" Aircraft Plywood
Fin Structure Plastruct 3/16"x 1/2" Truss
Landing Pegs 1/8" Brass Tubing
Fasteners (6) Wood Insert Nut and Socket Head Screws
See rocket dimensions and stations here
{kind=link}
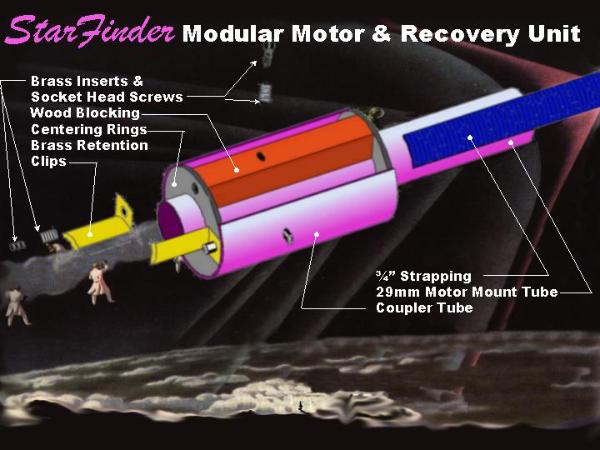
Modular Motor Mount Retention Unit Construction
The concept of the unit is to provide a means to be able to maintain the parts of a rocket that are most likely to fail. The solution provided allows for the removal, inspection, and replacement of the engine mount, retention system, and recovery system.
Begin by sanding down the centering rings to fit into the coupler tubing. After dividing marking the Motor Tube into thirds, mark it 3/4" and 4 3/4" from the bottom. Use epoxy to secure the centering rings at these locations. Mill three blocks from pine to fit between the centering rings and the depth between the coupler tube and motor tube. The width of the blocks should be 1/2". Sand or carve away some of the center section of the contact point to the motor tube. This will eliminate any rocking that may
occur while your securing these down. Over the centering third marks, attach these blocks using a liberal amount of epoxy. Create fillets along all joints inside the unit.
Next, slide the Coupler Tube over the assembly flush with the centering rings, epoxy and let dry.
Transfer the third points from the motor tube onto the coupler tube. Divide the length of the coupler tube in half. The intersecting points are where you will drill to mount the brass inserts. Be sure to select an appropriate size bit for drilling the holes for the inserts. Too small a hole may result in splitting the blocks, too large may lessen integrity. I prefer to
use brad point bits for this task. Using an awl, indent the coupler at the three locations. Also, indent the Aft Centering Ring in the center of the three blocks. With care, drill the six holes being aware of the depth to the motor tube. Be sure not to penetrate it! Finally, screw in the insert beneath the surface of the Tube Coupler.
The final step in assembly is to attach a length of strapping to the exterior of the Motor Tube. I completely saturated 4" of 3/4" strapping with epoxy and temporarily rubber banded it while the epoxy cure.
Body Tube Construction
Spirals were filled with Elmers wood filler. The coupler and the nosecone were then screwed to the lower tube.
Fin Construction
After cutting the fins out, a 1/8"x 1 1/4" notch was removed for the attachment of the landing peg. Epoxy was used to attach the peg. The leading edge of the fin was sanded to match the profile of the landing peg on a stationary belt sander. The assembly was then coated with wood filler and made ready for primer. Cut the truss piece so that it fits against the landing peg. After the epoxy has dried, trim the opposite end even with the edge of the fin. The fin was then surface mounted on the body tube with the bottom of the truss even with the bottom of the tube. Fillets were added to strengthen the assembly.
Launch Lug / Rail Guide Construction
Taking advantage of the screwed construction, the launch lugs was made removable. The lugs were epoxied to a metal strip with a 90 degree bend in the last 1/8". This technique will also allow for the exchange to rail guides.
Finishing
The entire rocket was primed white and painted aluminum.

Fin Detail

Launch Lug detail
 |
 |